
前 言
辊压机由于具有众所周知的节能效果,所以,应用越来越广泛,但使用过程中也存在着磨损快的问题,最主要的易损件就是面及侧挡板,尤其是侧挡板,当辊压机一字纹或花纹磨损很小时,侧挡板已经穿了。从实际使用情况来看,在使用初期,侧挡板的使用寿命短的只有一周左右,寿命长的也就1个月。侧挡板失效后,如果不及时更换,物料就会从辊子端面漏料,从而产生边缘效应,使挤压效果变差,增加了循环负荷量。另外,如果侧挡板使用不当,例如调节不当间隙大或侧挡板磨穿后未及时更换,还会使辊子端面产生不正常损,使辊子宽度变小,这同样会影响挤压效果。因此,掌握侧挡板的损机理,对易磨损部位进行强化处理,以提高其使用寿命,对提高挤压效果,提高磨机产质量,更好的发挥辊压机的作用有重要的意义。
1 侧挡板的安装位置及调节方式
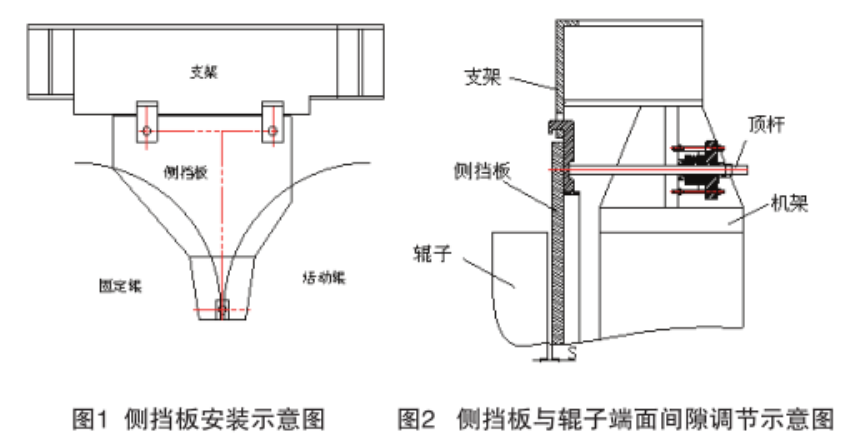
侧挡板一般安装在辊面的两端外侧,通过其上的挂钩悬挂在进料装置的支架上,具体如图1、图2所示。侧挡板外有3根顶杆(上部2根,下部I根),顶杆及安装在机架上的蝶形弹簧装置可调节侧挡板与辊子端面的间隙S。当有大块物料或铁块进入侧挡板与辊子端面之间的间隙时,侧挡板可向外退让,从而避免磨坏辊子端面及侧挡板,物料落下后,侧挡板在弹簧力作用下又可恢复原位置。
2 侧挡板的磨损机理
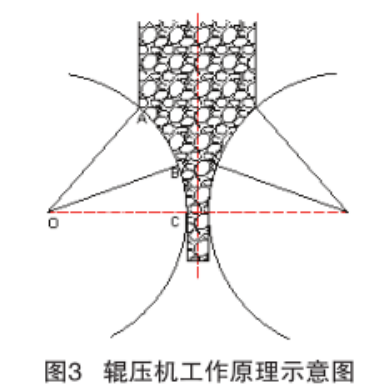
辊压机是通过料层挤压原理对物料进行挤压粉碎的。物料从进料装置加入,在物料重力及两个辊子的转动作用下,物料首先被压实,并向下前进,进入压力区后,由于压力逐渐增加,到两辊间最小处,压力达最大值,物料被破碎或产生大量的微裂纹,物料颗料被挤压后,密实度更高,形成料饼并从辊子下部排出。因此,物料在辊压机中,实际经过3个阶段,即压实阶段、挤压阶段、膨胀阶段(排出后体积会稍有增大)。图3所示的AB区域为压实区域,BC区域为挤压区域(∠B0C也称为拉入角或咬入角,对于压机,其拉入角一般为5°~6° )。
从辊压机的工作原理可知,侧挡板直接与物料接触,其磨损属于典型的磨料磨损,只是在不同的区域内,磨损的严重程度不同。侧挡板的工作区域可分为2个,即在AB区域内,由于物料的受力不大,因此属于较弱的料磨损区,在BC区域,物料受到很高的挤压力,一部分物料会从两辊面中挤出,因此,此区域内为高压磨料磨损区。在BC以下的区域内,虽然压力减小,但挤压密实的物料要排出,因此也属于较强的磨料磨损区。因此,要使侧挡板耐磨,就必须针对BC区域采用硬度高的耐磨材料。
3 使用中的问题及防磨措施
提高材料的耐磨性,一般的措施有:采用普通前磨钢板。采用耐磨铸件采用硬质合金以及采用复合耐磨钢板,这几种材料在我公司CLF140-65压机的侧挡板上都有应用,从目前使用来看,采用复合耐磨钢板是使用效果最好的。
3.1 普通耐磨钢板加耐磨铸件侧挡板
我公司CLF140-65辊压机刚开始使用的是组合式侧挡板,在上部区域,采用10+20钢板组合,接触面采用20mm普通前磨钢板,背面为10mm普通钢板,下部为焊接机体(焊接机体的两侧边及底部焊有带斜角的挡边)加耐磨铸件组成,耐铸件可以从焊接机体上部的法兰处装入及取出。耐磨铸件靠焊接机体3边的挡边及上部20mm耐磨钢板压住,上下两部分通过法兰上的2根M16螺栓联接。从效果来看,上部普通耐磨钢板局部磨损大,大部分面积没有磨损,而下部耐铸件磨损更快,只能用1个月左右就磨穿漏灰,且螺栓容易松动。
3.2 普通耐磨钢板加耐磨铸件加硬质合金侧挡板
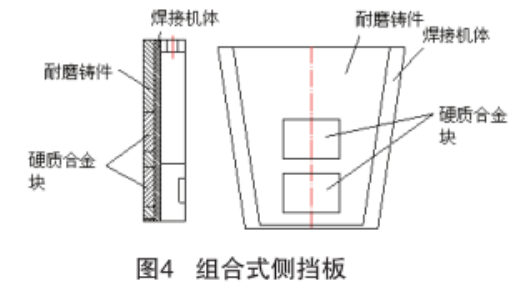
为了延长侧挡板使用寿命,我们后来采用了设备厂家改进的挡板,即上部结构不变,下部在耐磨铸件上开两个孔,即在耐磨铸件上的强烈磨损区,采用两块65×90mm硬质合金块,硬质合金块镶嵌在耐磨铸件上(如图4所示)。采用硬质合金后,使用寿命要延长一些。但使用过程中也出现过硬质合金掉落的事故。分析认为,造成耐磨硬质合金块掉落的原因是侧挡板调节过紧,受力较大,当有大颗料物料或金属铁块进入时,硬质合金块因硬度高而容易脆裂,从而使耐磨铸件与硬质合金的配合出现松动,而联接螺栓的强度不够,在受力较大时,在物料挤压力及辊面的转动力作用下容易松动,从而使耐磨硬质合金块掉落。对此,我们认为可靠性比耐磨性更重要,所以,又换回了原来的结构,并把原来用的联接螺栓由普通M16螺栓改为8.8级高强度螺栓,螺栓紧固后用电焊焊牢固,改后,耐磨块掉落现象基本消除。
3.3 复合耐磨钢板侧挡板
为了改善辊侧挡板的安全性及耐磨性,我们采用20+10(mm)的碳化铬高耐磨复合钢板(即本体钢板为20mm,表面堆焊10mm的耐磨层)制作了整体的侧挡板,此复合耐磨钢板的洛氏硬度为HRC58~61。经过2年多时间的使用,实践证明,其使用寿命在3个月左右,比原来用的耐磨铸件侧挡板寿命提高了3倍以上,同时也不用担心耐磨块的掉落问题,而价格与侧挡板的组合件总价相差不大,效果较好侧挡板的磨损过大,不便于下一步的修复,正常磨损应是耐磨层磨掉后就立即用耐磨焊条补焊修复或更换新侧挡板。
从现场测量来看,下部磨损严重的区域,高度为200mm(从两中心线向上的高度约150mm,也即挤压区域的高度为150mm),宽度为70mm,而上部磨损较重的区域,为两个圆弧,分别与固定辊及活动辊的外圆相对应,磨损宽度约为25mm,磨损深度为2-3mm,其余部分几乎没有磨损,可见当初的始焊接纹路。因为两辊的原始间隙为15mm,大修面后的两工作间隙为30-35mm,这说明下部磨损严重的区域宽度比辊子工作时的间隙值要大,几乎为前者的2倍。另外,在辊子的两端面,磨损区域并不是与侧挡板重合的区域(重合区约宽110mm),而仅为20~30mm。
3.4 侧挡板顶杆弯曲
使用中,辊压机右侧侧挡板的顶杆弯曲过三次,而双头螺柱多次断裂。分析认为,造成顶杆弯曲及双头螺柱断裂的原因是调节侧挡板与辊子端面的间隙时预紧力过大,辊子端面与侧挡板的间隙过小,运行中辊子端面就会与侧挡板摩擦挤压,或有大块物料进入时,侧挡板不能回退,造成顶杆受力过大而弯曲或双头螺柱断裂。对此,我们把侧挡板与辊子端面的间调节在2~5mm,并通过控制蝶形弹簧的压缩量来调节顶杆的松紧度。对于顶杆的弯曲,在使用初期,因更换普通的Q235钢强度不够,所以,造成后续的再弯曲,对此,我们采用40Cr合金钢,并要求调质处理,取得了较好的效果。
4 使用总结
(1)提高易磨损件的硬度是提高侧挡板使用寿命的有效措施,从使用的材料来看,复合耐磨钢板制作的侧挡板是效果最好的。虽然硬质合金的硬度更高,但是,考虑侧挡板结构的安全可靠性,我们主张采用整体式结构而不是采用螺栓联接的组合式结构。
(2)采用复合耐磨钢板制作侧挡板时,要注意焊接应力,要避免侧挡板变形,因为侧挡板变形后,其与辊子端面之间的间隙不均匀,顶杆受力也会不均匀,且不好调节。
(3)要提高侧挡板使用寿命,还必须要调节好侧挡板与辊子端面之间的间隙。理论上讲,两者之间的间隙越小,粗颗粒物料越不容易进入,但是,因为大修辊面时,尤其是在线大修辊面时,辊子端面不大容易打平整,加上两个辊子的端面有设计允许的约2mm错边量,再加上辊子运行中的轴向窜动量,因此,要保持侧挡板与辊子端面之间的间隙在合适值之内,一般间除为2-5mm为宜,间隙过小,容易碰擦辊子端面,使辊子端面的耐磨层掉块,间隙过大,则容易料,达不到挡料效果。
(4)此前有文献资料认为,增大侧挡板与辊子端面的接触面积,物料在辊子端面与侧挡板之间的滚动时间越长,磨损越严重,磨损区域越大,而减少子端面与侧挡板之间的接触面积,就会减小辊子端面的磨损。从我公司用复合耐磨钢制作的侧挡板使用2年多时间的情况来看,磨损最严重的部位有一个宽度及高度范围,而辊子的两端面磨损也有一个宽度范围,在此范围之外,几乎没有损,也就是说,侧挡板与辊子端面的重合宽度并不影响辊子辊面的磨损区域。
一般的,辊面由辊体、缓冲层、硬化层及一字纹层或花纹(硬化层及一字纹或者花纹层统称耐磨层)四部分组成,耐磨层厚度约为14mm左右,如果子端面与侧挡板重合的区域会受到全部磨损的话,就算复合耐钢板硬度高不受磨损或者说磨损小,但辊子端面肯定会受到磨损的,但实际上,反而是辊子端面的耐磨层受到磨损最严重。由此,我们可以得到这样的结论:辊子端面与侧挡板的重合区并不是辊子端面的磨损区,辊子与侧挡板两者之间的重合宽度并不影响子端面的磨损;从另一个方面来说则是,加宽辊子端面与侧挡板的重合区并不能减轻物料的漏料,要控制物料的料,关键还是要控制侧挡板与辊子端面的间隙值,间隙越大,大量物料从间隙进入,才会加剧辊子端面与侧挡板的磨损,这个时候,两者重合区越宽,辊子端面的磨损区域也越宽。
所以,笔者认为,考虑侧挡板的结构时,并不需要考虑重合区的宽度,只要能在活动辊移动到工作位置时,即两辊间隙达到工作间隙时,侧挡板仍能挡住物料即可,关键的还是侧挡板的结构强度,要能保证在顶杆受力及物料挤压时侧挡板不因受力大而变形就可以了。
作者:刘明红
单位:湖南辰溪华中水泥有限公司
文章内容来源于水泥生产技术,文中涉及信息仅供参考,如有侵权请告知删除。

